联系人:张经理
电 话:0510-83107809 82390809
传真:0510-82390809 83132321
手 机:13358114847 (微信同号)
Q Q :1467185696
邮 箱:1467185696@qq.com
地 址:无锡市新吴区五洲国际工业园111-121号
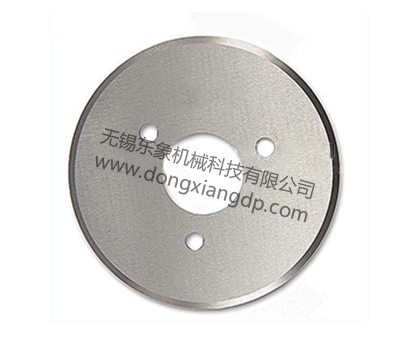
不管圆刀片规划得怎么,或用啥资料制成,圆刀片的 制作商都应当供给切削速率和每齿进给量的初始值。假定没有这些数据,就应当向制作厂家的技术部门咨询。厂商应当熟知他们的商品在实施全宽度开槽铣削、外廓 铣削、插铣或斜坡铣削时的才华怎么,因为许多规范铣刀大多数不能完结这么多的加工工序。比方,假定铣刀没有足够大的后角,则斜坡铣削的斜角就要减小。
很明白,假定超出圆刀片的加工才华,将引起圆刀片的损坏。插铣也是相同,假定不能将切屑及时地从槽底排出,切屑将会遭到揉捏,以后圆刀片也 将损坏。总之,铣削加工高温合金时,这些状况对圆刀片寿数都是晦气的。 假定以为减慢进给速率可延伸圆刀片寿数,那么抱负证实,这种观念是过错的。典型的比如就是在切一刀时,会发现资料非常硬。
假定把进给量减小(如可转位铣 刀的每齿进给量减至0.025~0.5mm),圆刀片切削刃将剧烈地冲突工件,结果是圆刀片很快或是当即损坏。冲突能引发工件表面的加工硬化,为防止加工硬化,切一刀时应坚持的切削负荷(0.15~0.2mm/每齿进给量)。 切削深度取决于多种要素,如圆刀片规划,圆刀片高度、卡具刚性、刀具总长、机床马力等。但当刀具的后角和前角为5°~11°正值时,适于加工粘度大。
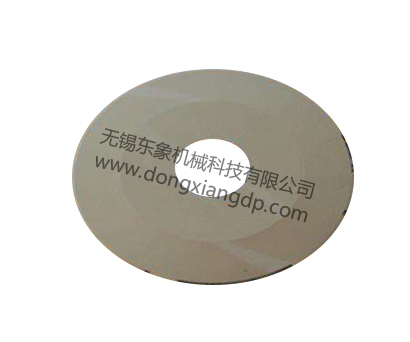
圆刀片在分切物件的时候,和物件摩擦产生的热量和对刀体的冲击,在长时间使用会造成升温过快,降温处理的不合理会造成圆刀片的耐用度,所以及时的降温散热能够提高圆形刀片的耐用度,不至于因为升温造成刀体硬度降低。由于圆形刀片刃口角度非常小,对分切物件若切屑不能顺利排出或有足够的容屑槽,则会影响铣削质或造成铣刀的破损,引起圆刀片出现锯齿状影响切割进度,使用中因为铣削质量引起刀片出现问题常有的事,应避免类似的状况发生。

133-5811-4847
地址:无锡市新吴区五洲国际工业园111-121号